Sản xuất nhựa trải qua hai giai đoạn chính: tạo hạt nhựa từ nguyên liệu thô và tạo hình sản phẩm từ hạt nhựa. Mỗi phương pháp tạo hình tồn tại vì giải quyết một bài toán sản xuất riêng về hình dạng, số lượng và loại nhựa.
Bài viết này đi từ nguồn gốc nguyên liệu, cách phân loại nhựa theo tính chất gia công, đến chi tiết 8 phương pháp tạo hình phổ biến nhất hiện nay: ép phun, đùn ép, thổi khuôn, tạo hình chân không, đúc quay, ép nén, gia công CNC và in 3D. Mỗi phương pháp được phân tích theo quy trình, loại nhựa tương thích và giới hạn ứng dụng, kèm hướng dẫn chọn phương pháp phù hợp theo nhu cầu sản xuất thực tế.
Nhựa được tạo ra từ đâu?
Quá trình chuyển từ nguyên liệu thô thành hạt nhựa trải qua 4 giai đoạn chính.
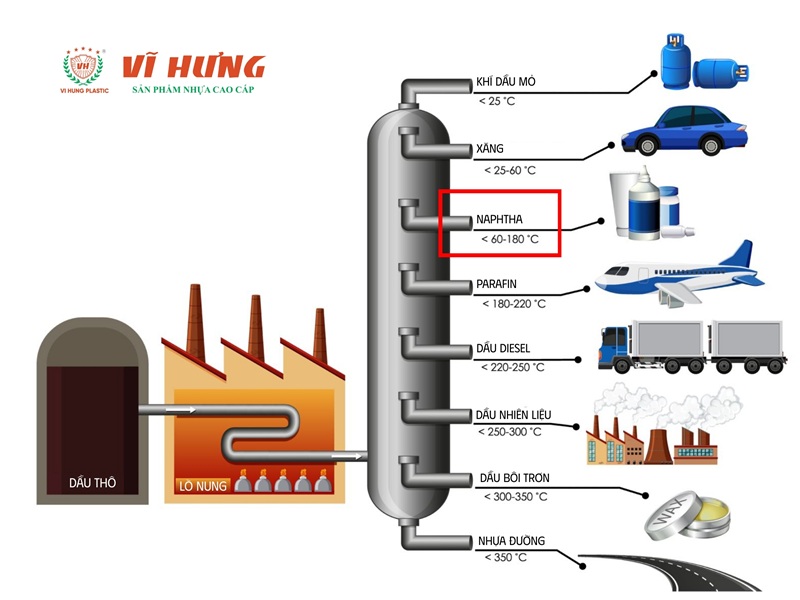
Giai đoạn 1: Chưng cất và tách phân đoạn: Dầu mỏ được đun nóng và chưng cất để tách ra một phần dầu đặc biệt. Phần dầu này sau đó bị “bẻ gãy” ở nhiệt độ rất cao, tạo ra các phân tử nhỏ hơn. Loại phân tử nhỏ tạo ra ở bước này sẽ quyết định loại nhựa cuối cùng
Giai đoạn 2: Liên kết thành chuỗi dài: Các phân tử nhỏ tiếp tục được kết nối lại với nhau thành những chuỗi phân tử rất dài. Quá trình này biến nguyên liệu từ dạng khí hoặc lỏng sang dạng rắn, tạo thành nền tảng cơ bản của nhựa.
Giai đoạn 3: Trộn phụ gia và tạo hạt: Sau khi có được nhựa dạng rắn, người ta trộn thêm các chất phụ gia như chất chống nhiệt, chất tạo màu, chất làm mềm… để điều chỉnh tính chất của sản phẩm. Hỗn hợp sau đó được ép đùn qua khuôn và cắt thành từng hạt nhỏ. Đây chính là hạt nhựa thành phẩm.
Giai đoạn 4: Vai trò của phụ gia: Phụ gia đóng vai trò quyết định tính chất cuối cùng của sản phẩm. Cùng một loại nhựa gốc nhưng thay đổi phụ gia có thể cho ra sản phẩm hoàn toàn khác nhau.
Phân loại nhựa theo tính chất gia công
Trước khi tìm hiểu các phương pháp tạo hình, cần nắm cách phân loại nhựa vì nó quyết định phương pháp nào sử dụng được và phương pháp nào không. Nhựa được chia thành hai nhóm chính dựa trên cách chúng phản ứng với nhiệt.
Nhựa nhiệt dẻo (Thermoplastic): Có thể nung chảy và định hình lại nhiều lần mà không thay đổi tính chất. Khi gia nhiệt thì mềm ra, khi nguội thì cứng lại. Nhóm này bao gồm các loại phổ biến nhất trong công nghiệp: PE, PP, PVC, ABS, PS. Vì đặc tính nóng chảy lại được nên nhựa nhiệt dẻo tương thích với hầu hết phương pháp tạo hình (ép phun, đùn, thổi, tạo hình chân không…) và có thể tái chế.
Nhựa nhiệt rắn (Thermoset): Sau khi gia nhiệt và định hình lần đầu, nhựa đóng rắn vĩnh viễn. Không thể nung chảy lại để tạo hình lần hai. Nhóm này gồm epoxy, polyurethane, silicone, melamine. Do không nóng chảy lại được nên nhựa nhiệt rắn chỉ dùng được với một số phương pháp nhất định như ép nén hoặc đúc polymer, và không tái chế theo cách thông thường.
Sự khác biệt này xuất phát từ cấu trúc phân tử: nhựa nhiệt dẻo có chuỗi polymer tự do có thể tái sắp xếp khi gia nhiệt, còn nhựa nhiệt rắn hình thành liên kết ngang vĩnh viễn sau lần đóng rắn đầu tiên. Xem tổng quan về đặc tính và phân loại nhựa để hiểu rõ hơn bản chất của từng nhóm trước khi đi vào chọn phương pháp gia công
Phân loại nhựa theo tính chất gia công
Sau khi có hạt nhựa, bước tiếp theo là chọn phương pháp tạo hình phù hợp để biến hạt nhựa thành sản phẩm. Hiện nay có nhiều phương pháp khác nhau, mỗi phương pháp tồn tại vì giải quyết một bài toán sản xuất riêng. Sự khác biệt cốt lõi nằm ở nguyên lý tạo hình.
- Ép nhựa nóng chảy vào khuôn kín: ép phun, ép nén. Tạo ra sản phẩm đặc, hình dạng phức tạp
- Thổi phồng nhựa trong khuôn: thổi khuôn. Tạo ra sản phẩm rỗng như chai, bình, can.
- Đùn nhựa liên tục qua khuôn hở: đùn ép. Tạo ra sản phẩm dạng thanh, ống, tấm với chiều dài liên tục
- Hút hoặc ép tấm nhựa vào khuôn: tạo hình chân không. Tạo ra sản phẩm dạng vỏ mỏng, khay, hộp
- Quay khuôn chứa nhựa ở nhiệt độ cao: đúc quay. Tạo ra sản phẩm rỗng kích thước lớn như bồn chứa, thùng phuy
- Tạo hình không cần khuôn truyền thống: in 3D, gia công CNC. Phù hợp cho mẫu thử và sản xuất số lượng nhỏ.
Phần dưới đây đi vào chi tiết từng phương pháp sản xuất nhựa phổ biến.
Ép phun (Injection Molding)
Ép phun là phương pháp tạo hình nhựa bằng cách bơm nhựa nóng chảy vào khuôn kim loại dưới áp suất cao, để nguội rồi lấy ra sản phẩm hoàn chỉnh.
Ép phun phù hợp nhất khi cần sản xuất số lượng lớn các chi tiết có hình dạng phức tạp và yêu cầu độ chính xác cao, với chi phí trên mỗi sản phẩm rất thấp sau khi khuôn đã được chế tạo xong. Phần lớn sản phẩm nhựa trong đời sống hàng ngày được sản xuất bằng ép phun: vỏ ổ cắm điện, nắp chai, linh kiện ô tô, vỏ điện thoại, bàn phím máy tính.
Chi phí khuôn là rào cản lớn nhất, từ hàng chục đến hàng trăm triệu đồng tùy độ phức tạp, và thời gian chế tạo khuôn mới có thể mất vài tuần đến vài tháng. Tuy nhiên khi khuôn đã sẵn sàng, chi phí trên mỗi sản phẩm lại rất thấp. Vì vậy ép phun không phù hợp khi số lượng dưới vài trăm sản phẩm hoặc khi thiết kế còn thay đổi thường xuyên.
Ép phun tương thích với hầu hết nhựa nhiệt dẻo: PP, PE, ABS, PC, PA (nylon), PVC, PS, POM. Một số nhựa nhiệt rắn cũng ép phun được thông qua phương pháp ép phun phản ứng (RIM) nhưng ít phổ biến hơn.
Quy trình ép phun nhựa:
- Nạp nguyên liệu: Hạt nhựa được đưa vào buồng gia nhiệt thông qua phễu nạp.
- Gia nhiệt & hóa dẻo: Hạt nhựa được làm nóng chảy bên trong buồng gia nhiệt, trục vít quay để trộn đều và đẩy nhựa về phía trước.
- Phun nhựa vào khuôn: Nhựa lỏng được trục vít đẩy vào khuôn kín dưới áp suất cao, lấp đầy toàn bộ khoang khuôn.
- Làm nguội & đông đặc: Nhựa nguội dần bên trong khuôn và đông đặc theo đúng hình dạng của khoang khuôn.
- Mở khuôn & lấy sản phẩm: Khuôn mở ra, sản phẩm được đẩy ra ngoài bằng chốt đẩy hoặc khí nén.
Thời gian một chu kỳ: Chỉ từ vài giây đến dưới một phút. Kết hợp với khuôn nhiều khoang, một máy ép phun có thể sản xuất hàng nghìn sản phẩm mỗi ngày
Đùn ép (Extrusion)
Đùn ép là phương pháp tạo hình nhựa bằng cách đẩy nhựa nóng chảy liên tục qua một khuôn hở có tiết diện cố định, tạo ra sản phẩm dài vô hạn với hình dạng mặt cắt đồng nhất suốt chiều dài.
Phương pháp này chuyên sản xuất các sản phẩm có tiết diện đồng nhất và chiều dài liên tục, phù hợp nhất để sản xuất ống, thanh, tấm, hoặc dây bọc nhựa với tốc độ cao và chi phí đầu tư thấp hơn đáng kể so với ép phun, nhưng không thể tạo hình dạng 3D phức tạp hay thay đổi tiết diện.
Hầu hết nhựa nhiệt dẻo đều đùn được: PVC, PE, PP, ABS, PS, PA.
Quy trình dùn ép nhựa:
- Nạp nguyên liệu: Hạt nhựa được đưa vào buồng gia nhiệt.
- Gia nhiệt & hóa dẻo: Hạt nhựa được làm nóng chảy, trục vít quay liên tục để đẩy nhựa về phía trước.
- Đùn qua khuôn hở: Nhựa lỏng được trục vít đẩy liên tục qua khuôn hở. Tiết diện của khuôn hở quyết định hình dạng sản phẩm đầu ra — tròn ra ống, chữ T ra thanh chữ T, dẹt ra tấm phẳng.
- Làm nguội: Nhựa ra khỏi khuôn được làm nguội và đông đặc bằng bể nước hoặc luồng khí.
- Cắt hoặc cuộn: Sản phẩm được cắt theo chiều dài mong muốn hoặc cuộn thành cuộn tùy theo yêu cầu sử dụng.
Trong một số trường hợp, nhiều lớp nhựa khác nhau được đùn đồng thời để tạo sản phẩm có nhiều lớp với tính chất khác nhau, ví dụ ống nước có lớp trong chịu hóa chất và lớp ngoài chịu tia UV.
Thổi khuôn (Blow Molding)
Thổi khuôn là phương pháp tạo hình nhựa bằng cách thổi khí nén vào bên trong ống nhựa nóng chảy đặt trong khuôn, ép nhựa phồng ra và áp sát thành khuôn để tạo sản phẩm rỗng.
Thổi khuôn là phương pháp chuyên dùng cho sản phẩm nhựa rỗng với số lượng lớn, phù hợp nhất để sản xuất các vật chứa như chai, can, bình, thùng với chi phí khuôn thấp hơn ép phun, nhưng chỉ tạo được sản phẩm rỗng thành mỏng, không dùng được cho sản phẩm đặc hoặc có chi tiết nhỏ phức tạp.
Nhựa phổ biến trong thổi khuôn gồm HDPE, LDPE, PET, PP, PVC, PC. Trong đó PET và HDPE được dùng nhiều nhất cho bao bì thực phẩm và đồ uống vì khả năng tái chế tốt.
Quy trình thổi khuôn sản phẩm nhựa:
- Tạo parison: Nhựa được nấu chảy và tạo thành một ống rỗng gọi là parison.
- Kẹp khuôn: Parison được đặt vào giữa hai nửa khuôn, khuôn đóng lại và kẹp chặt parison ở hai đầu.
- Thổi khí nén: Khí nén được thổi vào bên trong parison, đẩy nhựa phồng ra và ép sát thành khuôn, tạo hình sản phẩm rỗng.
- Làm nguội: Sản phẩm được giữ trong khuôn cho đến khi nguội và đông đặc hoàn toàn.
- Lấy sản phẩm & hoàn thiện: Khuôn mở ra, sản phẩm được lấy ra và cắt bỏ phần nhựa thừa ở hai đầu.
Thổi khuôn có ba biến thể chính, mỗi loại phù hợp với một nhóm sản phẩm khác nhau:
- Thổi đùn: parison tạo bằng đùn ép, phổ biến nhất, dùng cho sản phẩm kích thước trung bình đến lớn
- Thổi phun: parison tạo bằng ép phun, độ chính xác cao hơn, dùng cho sản phẩm nhỏ như lọ thuốc, lọ mỹ phẩm
- Thổi kéo căng: parison bị kéo dãn trước khi thổi, thành mỏng hơn và bền hơn, dùng cho hầu hết chai PET nước giải khát
Tạo hình chân không (Vacuum Forming)
Tạo hình chân không là phương pháp tạo hình nhựa bằng cách hút chân không để ép tấm nhựa mềm dẻo áp sát vào bề mặt khuôn.
Tạo hình chân không phù hợp nhất để sản xuất sản phẩm dạng vỏ mỏng, hình dạng tương đối đơn giản với chi phí khuôn thấp hơn đáng kể so với ép phun, nhưng không tạo được chi tiết sâu phức tạp và tạo ra tỷ lệ phế liệu cao hơn các phương pháp khác. Khay đựng thực phẩm trong siêu thị, bao bì nhựa trong suốt ôm sát sản phẩm, lót cửa ô tô, khay dụng cụ y tế, dụng cụ chỉnh nha đều là sản phẩm tạo hình chân không.
Quy trình tạo hình chân không:
- Kẹp và gia nhiệt tấm nhựa Tấm nhựa phẳng được kẹp vào khung cố định rồi gia nhiệt cho đến khi mềm dẻo.
- Phủ lên khuôn Tấm nhựa nóng được hạ xuống phủ lên bề mặt khuôn.
- Hút chân không Hệ thống bơm chân không hút hết không khí giữa nhựa và khuôn, ép nhựa áp sát hoàn toàn vào bề mặt khuôn tạo hình sản phẩm.
- Làm nguội Sản phẩm được giữ nguyên cho đến khi nguội và giữ được hình dạng.
- Lấy sản phẩm & hoàn thiện Sản phẩm được lấy ra khỏi khuôn và cắt bỏ phần nhựa thừa xung quanh bằng tay hoặc máy CNC.
Hầu hết nhựa nhiệt dẻo dạng tấm đều phù hợp: ABS, PS, PE, PP, PVC, PC, PET, PETG.
Đúc quay (Rotational Molding)
Đúc quay là phương pháp tạo hình nhựa bằng cách cho bột nhựa nóng chảy bám đều lên thành khuôn rỗng đang quay theo hai trục, không cần áp suất.
Đúc quay phù hợp nhất để sản xuất sản phẩm rỗng kích thước lớn với chi phí khuôn thấp, nhưng chu kỳ sản xuất dài, độ chính xác thấp và không phù hợp cho sản phẩm nhỏ hoặc sản lượng lớn. Bồn chứa nước trên sân thượng, thùng phuy công nghiệp, phao nổi trên biển, cầu trượt sân chơi trẻ em, thùng rác công cộng loại lớn đều là sản phẩm đúc quay.
Quy trình đúc quay:
- Nạp nguyên liệu: Bột nhựa được nạp vào khoang khuôn rỗng, khuôn đóng lại.
- Nung và quay tạo hình: Khuôn được đưa vào lò nung và quay đồng thời theo hai trục vuông góc. Nhựa nóng chảy dần và bám đều lên toàn bộ thành khuôn nhờ lực ly tâm, không cần áp suất bên ngoài.
- Làm nguội: Khuôn được chuyển sang khu vực làm nguội, vẫn tiếp tục quay để nhựa đông đặc đều, tránh chảy xệ hoặc xẹp.
- Lấy sản phẩm: Khuôn mở ra và lấy sản phẩm ra ngoài.
Hạn chế chính của đúc quay là thời gian chu kỳ dài (vì phải nung nóng và làm nguội toàn bộ khuôn), độ chính xác kích thước thấp và dung sai rộng. Không phù hợp cho sản phẩm nhỏ, chi tiết tinh xảo hoặc khi cần sản xuất hàng chục nghìn sản phẩm trở lên.
PE chiếm khoảng 80% ứng dụng đúc quay vì dễ nghiền thành bột ở nhiệt độ thường. Ngoài ra còn dùng PP, PVC, nylon, PC.
Ép nén (Compression Molding)
Ép nén là phương pháp tạo hình nhựa bằng cách đặt nguyên liệu trực tiếp vào khuôn nóng rồi nén dưới áp suất cao để nhựa chảy lấp đầy khuôn và đóng rắn bằng phản ứng hóa học.
Ép nén phù hợp nhất cho nhựa nhiệt rắn và vật liệu composite cần độ bền cơ học cao mà ép phun không xử lý được, với sản lượng thấp đến trung bình, nhưng chu kỳ dài hơn và sản phẩm không thể tái chế. Tấm ốp nội thất ô tô, vỏ thiết bị điện chịu nhiệt, linh kiện công nghiệp cần độ bền cơ học cao thường được sản xuất bằng ép nén.
Quy trình ép nén:
- Nạp nguyên liệu: Nguyên liệu nhựa ở dạng viên, tấm hoặc bột được đặt vào nửa dưới của khuôn đã gia nhiệt sẵn.
- Nén tạo hình: Nửa trên của khuôn đóng xuống, nén nguyên liệu dưới áp suất cao. Nhựa chảy ra và lấp đầy toàn bộ khoang khuôn.
- Đóng rắn: Nhựa đóng rắn thông qua phản ứng hóa học ngay trong khuôn nóng, khác với ép phun, sản phẩm không đông đặc nhờ nguội mà nhờ phản ứng hóa học hoàn tất.
Nhựa nhiệt rắn thường dùng trong ép nén gồm epoxy, polyester, phenolic, melamine. Vật liệu composite như sợi thủy tinh hoặc sợi carbon gia cường nhựa cũng được gia công bằng phương pháp này, tạo ra sản phẩm có tỷ lệ bền trên trọng lượng rất cao.
Gia công CNC
Gia công CNC là phương pháp tạo hình nhựa bằng cách cắt gọt dần từ phôi khối rắn theo chương trình máy tính.
Gia công CNC phù hợp nhất cho chi tiết yêu cầu dung sai chặt, số lượng ít, cần sản phẩm nhanh mà không mất thời gian làm khuôn, nhưng chi phí trên mỗi sản phẩm cao và không tạo được các kênh rỗng bên trong hoặc góc khuất mà dao không tiếp cận được. Bánh răng nhựa chính xác, bạc lót, ròng rọc, vỏ mẫu thử, chi tiết nhựa kỹ thuật yêu cầu dung sai chặt thường được gia công CNC.
Quy trình gia công CNC:
- Chuẩn bị chương trình gia công: Thiết kế CAD được chuyển đổi thành chương trình chạy dao (CAM), xác định chính xác đường đi, tốc độ và chiều sâu cắt của từng bước.
- Cố định phôi: Phôi nhựa khối rắn được kẹp cố định lên bàn máy CNC.
- Cắt gọt tạo hình: Máy CNC thực hiện cắt, phay, khoan hoặc mài theo chương trình, loại bỏ dần vật liệu cho đến khi đạt hình dạng mong muốn.
- Hoàn thiện: Sản phẩm được lấy ra, mài bavia và hoàn thiện bề mặt.
POM là loại nhựa được gia công CNC phổ biến nhất nhờ tính ổn định kích thước, khả năng tự bôi trơn và dễ cắt gọt. ABS và PC cũng rất phổ biến cho các ứng dụng vỏ bọc, thiết bị điện tử. Với môi trường khắc nghiệt cần chịu nhiệt và chịu lực cao, PEEK hoặc PEI là lựa chọn thường gặp trong ngành hàng không và y tế.
In 3D (3D Printing)
In 3D là phương pháp tạo hình nhựa bằng cách chồng từng lớp vật liệu mỏng lên nhau theo mô hình thiết kế số, không cần khuôn.
In 3D phù hợp nhất cho mẫu thử, sản phẩm tùy chỉnh hoặc hình dạng phức tạp với số lượng từ một đến vài trăm chiếc, nhưng tốc độ chậm, chi phí trên mỗi sản phẩm cao khi sản lượng lớn và độ bền cơ học thấp hơn các phương pháp đúc.
Ứng dụng điển hình của in 3D là mẫu thử sản phẩm mới, chi tiết y tế cá nhân hóa theo từng bệnh nhân, linh kiện hàng không số lượng nhỏ với hình dạng tối ưu hóa trọng lượng.
Quy trình in 3D nhựa:
- Chuẩn bị file in Mô hình 3D từ phần mềm CAD được cắt thành hàng trăm đến hàng nghìn lớp mỏng, đồng thời tính toán cấu trúc hỗ trợ nếu cần.
- In từng lớp Máy in xây dựng sản phẩm bằng cách tạo hình lần lượt từng lớp cho đến khi hoàn chỉnh.
- Hoàn thiện Sản phẩm được lấy ra, gỡ bỏ cấu trúc hỗ trợ, làm sạch và xử lý bề mặt.
Ba công nghệ in 3D phổ biến cho nhựa, mỗi loại phù hợp với mục đích khác nhau:
- FDM: đùn sợi nhựa nhiệt dẻo nóng chảy từng lớp, chi phí thấp nhất, dùng cho mẫu thử nhanh
- SLA: tia UV đóng rắn nhựa lỏng từng lớp, bề mặt mịn nhất, dùng cho mẫu trưng bày và sản phẩm y tế
- SLS: laser thiêu kết bột nylon, bền và chịu lực tốt, không cần cấu trúc hỗ trợ, dùng cho chi tiết kỹ thuật chức năng
Nên chọn phương pháp sản xuất nhựa nào?
Việc chọn phương pháp phụ thuộc vào ba yếu tố chính: hình dạng sản phẩm, số lượng cần sản xuất và loại nhựa sử dụng.
Theo hình dạng sản phẩm
- Sản phẩm đặc, chi tiết phức tạp (linh kiện, vỏ thiết bị): ép phun hoặc ép nén
- Sản phẩm rỗng nhỏ và trung bình (chai, lọ, can): thổi khuôn
- Sản phẩm rỗng kích thước lớn (bồn chứa, thùng phuy): đúc quay
- Sản phẩm có tiết diện đồng nhất, chiều dài liên tục (ống, thanh: đùn ép
- Sản phẩm dạng vỏ mỏng, khay, hộp: tạo hình chân không
- Mẫu thử hoặc chi tiết số lượng cực nhỏ: in 3D hoặc gia công CNC
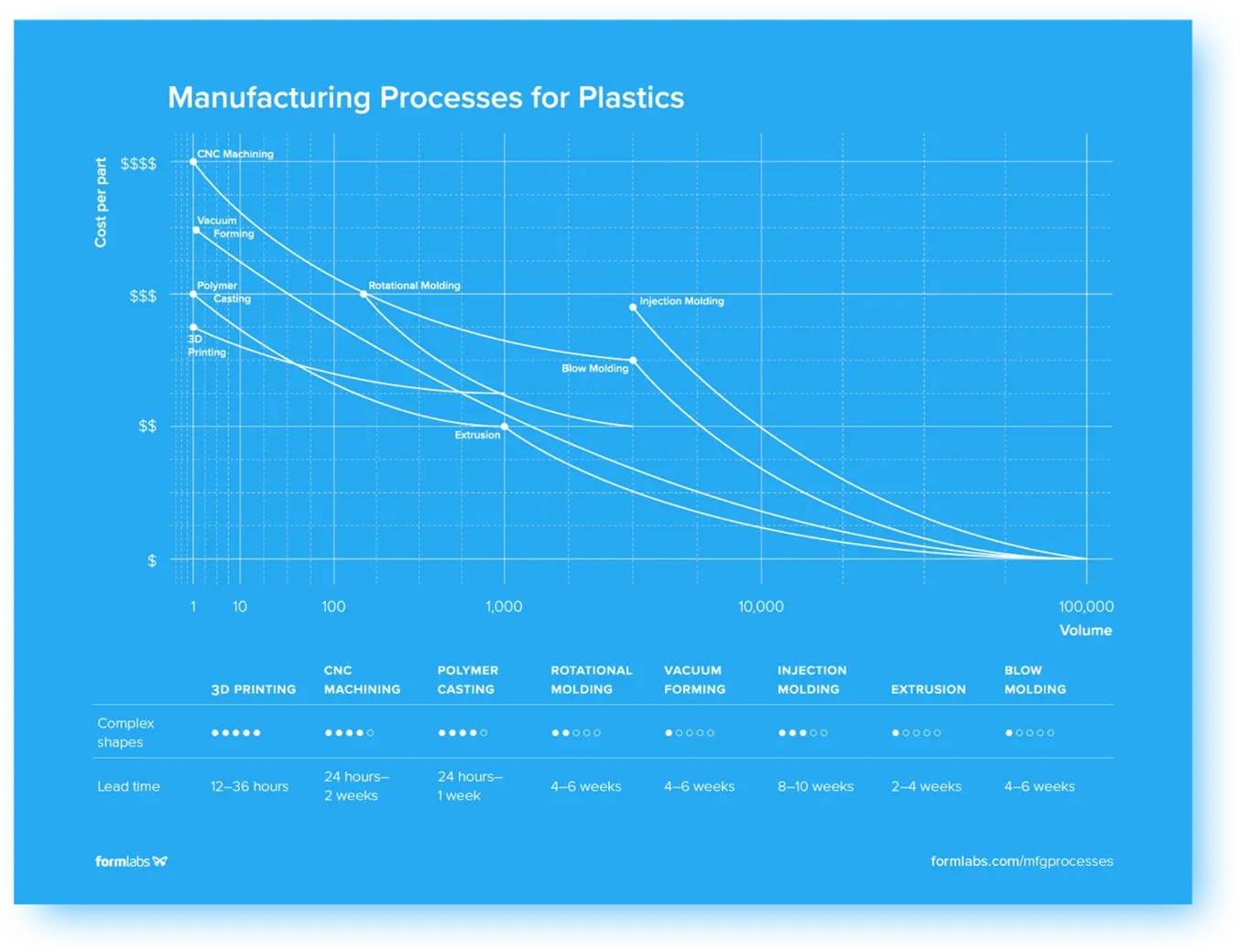
Theo số lượng sản xuất
- Dưới 50 sản phẩm: in 3D, gia công CNC hoặc đúc polymer với ưu điểm chi phí khuôn bằng không hoặc rất thấp
- Từ 50 đến 1.000 sản phẩm: tạo hình chân không, đúc quay với chi phí khuôn vừa phải
- Trên 1.000 sản phẩm: ép phun, thổi khuôn, đùn ép với chi phí khuôn cao nhưng chi phí mỗi sản phẩm thấp.
Theo loại nhựa
- Nhựa nhiệt dẻo (PE, PP, ABS, PVC, PA…): tương thích với hầu hết phương pháp
- Nhựa nhiệt rắn (epoxy, polyester, phenolic): chỉ dùng được ép nén, đúc polymer hoặc ép phun phản ứng (RIM).
Trong thực tế, nhiều doanh nghiệp kết hợp nhiều phương pháp cho cùng một sản phẩm. Ví dụ dùng in 3D để tạo mẫu thử, sau khi chốt thiết kế thì chuyển sang ép phun cho sản xuất hàng loạt. Ngoài loại nhựa, hệ phụ gia bên trong cũng quyết định trực tiếp đến khả năng gia công — cùng là PP nhưng có hay không có chất trợ gia công, chất ổn định nhiệt sẽ cho ra thông số máy và chất lượng bề mặt hoàn toàn khác nhau. Xem 11 nhóm phụ gia phổ biến và ảnh hưởng của từng loại đến quá trình gia công.
Câu hỏi thường gặp về quy trình và các phương pháp gia công nhựa
Xu hướng và tương lai sản xuất nhựa như thế nào?
- Nhựa sinh học: Nguyên liệu sản xuất nhựa đang mở rộng sang nguồn gốc thực vật. Nhựa PLA và PHA hiện tại chủ yếu tương thích với in 3D, đùn ép và tạo hình chân không. Các phương pháp gia công truyền thống đang dần được điều chỉnh thông số để xử lý được nhóm nhựa này.
- In 3D trong sản xuất công nghiệp: In 3D đang được dùng để chế tạo khuôn nhanh cho ép phun và tạo hình chân không ở số lượng nhỏ, rút ngắn đáng kể thời gian và chi phí so với gia công khuôn kim loại truyền thống.
- Tự động hóa quy trình: Các nhà máy nhựa đang tích hợp cảm biến và hệ thống giám sát thời gian thực vào máy ép phun, máy đùn để kiểm soát chất lượng từng chu kỳ, giảm phế phẩm và tối ưu tiêu hao nguyên liệu.
Quy trình sản xuất nhựa PVC khác gì so với PE?
PVC nhạy cảm với nhiệt, dễ phân hủy ở nhiệt độ cao nên cần phối trộn chất ổn định nhiệt trước khi gia công. Khi ép phun PVC, nhiệt độ và thời gian lưu trong buồng gia nhiệt phải được kiểm soát chặt để tránh phân hủy. PE ổn định nhiệt hơn, dễ gia công hơn và tương thích với hầu hết phương pháp: ép phun (nắp chai, thùng đựng), thổi khuôn (chai HDPE), đùn ép (ống dẫn, màng bọc PE), đúc quay (bồn chứa nước PE). Tóm lại, PE linh hoạt hơn về phương pháp gia công, còn PVC đòi hỏi kiểm soát nhiệt chặt chẽ hơn và thường gắn với đùn ép nhiều hơn các phương pháp khác.

Lưu Bích Châu là Phó giám đốc Nhựa Vĩ Hưng với hơn 10 năm kinh nghiệm thực chiến, trực tiếp giám sát quy trình sản xuất đạt sản lượng 200 triệu sản phẩm/năm (2023). Phó giám đốc Lưu Bích Châu tốt nghiệp Cử nhân ngành Quản trị Kinh doanh Điều hành tại Trung Quốc, kết hợp tư duy sản xuất tinh gọn vào kỹ thuật ép phun nhựa cùng sự am hiểu sâu sắc đặc tính vật lý của từng hạt nhựa, giúp các sản phẩm từ nhà máy Nhựa Vĩ Hưng luôn đảm bảo chất lượng từ khâu thiết kế khuôn mẫu đến thành phẩm trước khi đến tay khách hàng.


